

Witam,
Dzisiaj dokończenie artykułu o Gorzelni Wzorcowej w Dublanach (CZEŚĆ 1)
OPIS GORZELNI WZORCOWEJ W DUBLANACH – 1891 r.
APARAT ODPĘDOWY DO CIĄGŁEJ DESTYLACJI
Aparaty dla ciągłej destylacji różnią się od aparatów kotłowych tym, że w pierwszych, raz rozpoczęta destylacja odbywa się nieprzerwanie tak długo, jak długo dla pompy nasycającej kolumnę roboczą odpędową, źrałego zacieru starczy. Aparaty zaś kotłowe napełniają się i odpędzają periodycznie z przerwami, to jest, że gdy się odpędzi jedno nabicie, wypuszcza się z kotła brahę i wypróżnia go, następnie napełnia znów źrałą robotą i znów destyluje, a czynność tą powtarza się tyle razy, ile pojemności ma kocioł odpędowy w stosunku do odpędzać się mającego zacieru.
Destylacja ciągła daje wiele i ważnych korzyści. Najpierw nie są potrzebne duże naczynia odpędowe, lecz można w wiele mniejszych naczyniach, wielkie ilości zacieru odpędzać.
Po wtóre, otrzymuje się mocniejszy spirytus i przez to samo więcej czysty i wolny od fuzlów. Podczas gdy przy odpędzie kotła, wywiązują się tylko z początku wysokostopniowe pary alkoholowe, które następnie coraz bardziej słabną, tak, że jeżeli w stągiewce alkoholometr wskazuje z początku destylacji np. 90% to ku końcu odpędu kotła, jeżeli chcemy wszystki alkohol odciągnąć, wskazywać on będzie zaledwie 75% – to przy destylacji ciągłej nie obniża się alkoholometr i wskazywać będzie od początku do końca destylacji np. 90%.
Najważniejszą zaś korzyścią ciągłej destylacji jest zyskanie na czasie, a przez to i na opale, gdyż w tym samym czasie można trzy razy tyle zacieru oddestylować co przy destylacji kotłami.
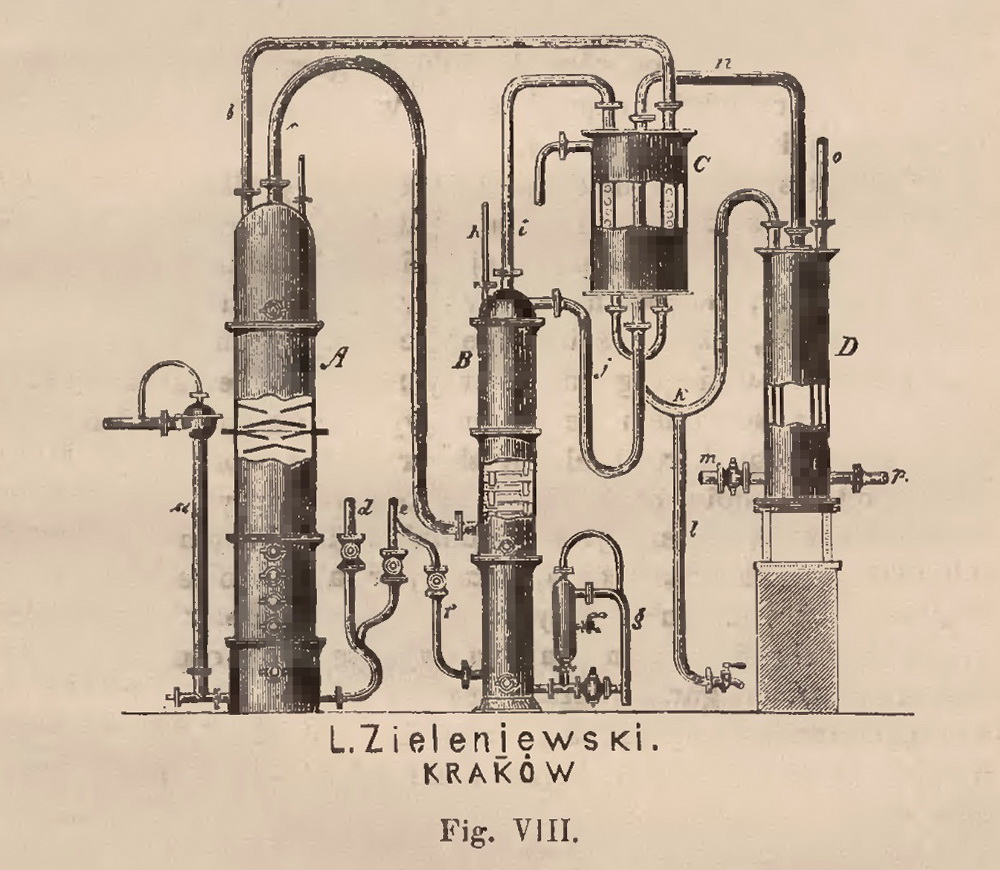 Fig. VIII. przedstawia aparat ciągłej destylacji w gorzelni Dublańskiej.
Fig. VIII. przedstawia aparat ciągłej destylacji w gorzelni Dublańskiej.
Aparat ten składa się z jednej kolumny roboczej A z garncem, jednej kolumny lutrowej B z garncem lutrowym, deflegmatora C, i oziębiacza D, a funkcjonuje w następujący sposób.
Pompa parowa Fig. VII. wtłacza źrały zacier z kadzi fermentacyjnej rurą na rysunku nieuwidocznioną, (wlot jej jest z boku, dlatego w przekroju rysunku rura nie jest widoczna) do wężownicy w deflegmatorze C umieszczonej.
Wężownica ta znajduje się w naczyniu zamkniętym, wewnątrz deflegmatora umieszczonym, a zacier ogrzany przepływającymi parami alkoholowymi z kolumny rektyfikacyjnej B dostaje się w tym stanie, studząc równocześnie wspomniane pary – rurą b do kolumny A. Podczas gdy ogrzany zacier spływa przez szereg poprzecznie w kolumnie umieszczonych i tworzących w niej przedziały talerzy, spotyka się on, z już wydobytymi parami alkoholowymi i parą wodną i spływa w końcu do garnca tworzącego spód kolumny A.
W garncu tym jest umieszczony spiralnie zwinięty wąż, służący do jednostajnego rozprowadzania pary wprowadzonej rurami d i e. Rura d wprowadza parę zwrotną maszyny parowej, rura zaś e parę świeżą kotłową. Zacier płynąc po wspomnianych w kolumnie A talerzach, od góry do dołu do garnca, styka się z parą z dołu z dołu do góry odpływającą i zostaje w zupełności wygotowanym odchodząc jako wywar rurą a.
W ten sposób wydzielone z zacieru pary alkoholowe pomieszane jeszcze z Lutrem i fuzlem, dostają się rurą c do kolumny rektyfikacyjnej B. Takie powyżej opisane działania pary wodnej na zacier źrały, nazywamy destylacją ciągłą, a polega ono na tej zasadzie, że, jeśli puścimy nieprzerwany promień źrałego zacieru, naprzeciw ciągłego nieprzerwanego promienia pary destylacyjnej, z zachowaniem pewnej miary, to działanie odmiennych temperatur sprawia rozdzielenie się źrałego zacieru na wolna zupełnie od alkoholu brahę i na alkoholowy płyn, mniej więcej z fuzlem i wodą zmieszany. W kolumnie rektyfikacyjnej, urządzonej podobnie jak kolumna robocza, zostają pary alkoholowe odczyszczone z fuzlów i lutru. Luter spływa na spód kolumny B, a resztki alkoholu jakie się w nim znajdują, wygotowuje się parą wprowadzoną rurą f do garnca lutrowego.
Nie małą korzyścią tego aparatu jest urządzenie, iż luter odpływa osobną rurą w kanał i nie miesza się z brahą. Umieszczony na kociołku rury g kureczek, służy do brania prób lutru, aby się przekonać, czy jeszcze znajdują się w nim ślady alkoholu.
Tak z fuzlu oczyszczone i wzmocnione pary alkoholowe przechodzą rurą i do deflegmatora C, aby tu ogrzawszy – jak to wspomnianym było – przepływający wężem zacier, ochłodzić się i skroplić resztę słabych części, które rurą j w kształcie U zgiętą, (tak zwanym workiem) powracają do kolumny B – a stąd do oziębiacza D, z którego skroplony spirytus, rurą p przez zegar mierniczy do magazynu spirytusowego odchodzi.
Oziębiacz, (trubnik) D jest złożony z dwóch złączonych ze sobą zamkniętych cylindrów na około których przepływa woda zimna.
Woda do chłodzenia robi drogę przeciwną tej, jaką muszą odbywać pary alkoholowe. Mianowicie wprowadza się wodę kurkiem m która przepłynąwszy oziębiacz dostaje się rurą k do deflegmatora C, aby rozgrzawszy się tutaj odpłynąć jako gorąca woda rurą u góry deflegmatora po lewej stronie umieszczoną.
Rura b służy do wypróżnienia oziębiacza i deflegmatora z wody.
Rurka l jest potrzebna przy pierwszym napełnieniu oziębiacza wodą dla odprowadzenia powietrza. Rurki na hełmie kolumny B i podobne na hełmie kolumny A umieszczone, służą do przepłukania obu tych naczyń wodą w czasie czyszczenia.
Obie kolumny A i B są odpowiednią ilością wzierników i otworów do czyszczenia zaopatrzone. Z kolumny A odchodząca braha spływa do naczynia umieszczonego zewnątrz gorzelni zwanego montejusem.
Montejus jest to kocioł którym można brahę (także wszelkie inne płyny) jedynie za pomocą ciśnienia pary do potrzebnej wysokości wytłoczyć. Jest on zrobiony z blachy żelaznej w postaci stojącego cylindra, o wytrzymałości 4 do 6 atmosfer. Gdy się to naczynie brahą napełni, co wykazuje odpowiedni przyrząd, wtedy zamyka się kurek powietrzny i wentyl przepływowy, a otwiera się kurek odpływowy i wpuszcza parę, która cisnąc na brahę wytłacza ją do wyżej stojącego zbiornika brahy, skąd furami dalej transportowaną zostaje.
MASZYNA PAROWA
Do utrzymania ruchu wszystkich aparatów i maszyn w gorzelni służy maszyna parowa, której rysunek przedstawia Fig. IX. Ruch przenosi się za pomocą dwóch równoległych, przy podłużnych ścianach sali aparatowej, umieszczonych wałów transmisyjnych.
 Fig. II
Fig. II
Na rysunku Fig. II. przedstawiającym perspektywicznie wnętrze izby aparatowej, widać mniejszą ze wspomnianych transmisji, również widać z tego rysunku sposób przytwierdzenia do ściany, oraz konstrukcję łożysk i transmisji. Jest to powszechnie teraz przyjęty amerykański system Sellers’a, którego głównym znamieniem są długie panwie (4 razy średnica wału), całe żelazne i tak skonstruowane, że każde łoże jest w gnieździe ruchomo umieszczone, którego kształt jest kulisty. Gniazdo to stanowią dwie silne śruby, ułatwiające nastawienie łoża w płaszczyźnie pionowej – aby zaś otrzymać możliwość przesuwania łoża w drugiej płaszczyźnie to jest poziomej, są śruby wkręcone w kocioł, ruchomo na konsoli przytwierdzone.
W ten sposób otrzymuje się możliwość regulowania każdego łoża we wszystkich kierunkach. Smarownice których jest po dwie do każdego łoża są systemu „Tovote”, urządzone do smaru stałego w ten sposób, że same smarownice wskazują kiedy smar został zużyty.
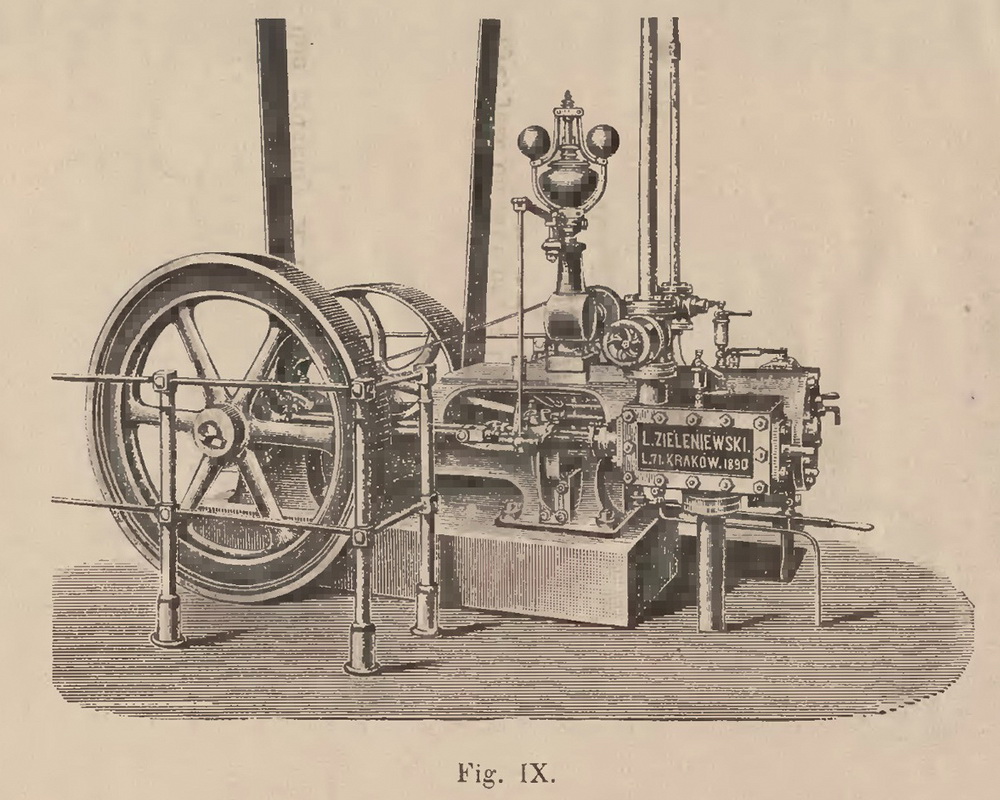
Maszyna parowa Fig. IX., służąca do popędu transmisji a względem wszystkich maszyn, jest o sile 12 koni, ze stawidłem systemu „Rieder”. Maszyna została wykonana o sile większej niż tego wymaga cały mechanizm gorzelni, zrobione to jednak zostało ze względu na ewentualny popęd maszyn gospodarskich folwarku, znajdujących się w bliskości gorzelni.
Łoże maszyny parowej jest systemu bagnetowego (Bajonette-Bett-Balken) z nadlanymi łożami dla wału korbowego. Ten ostatni jest wskutek tego z jednego kawałka stali wykuty i stanowi tak zwaną korbę łamaną. Do tak kształtowanego łoża, jest cylinder parowy wisząco przytwierdzony.
Stawidło jak wspomniano, systemu „Rieder”, jest bezpośrednio od regulatora systemu „Proll” zależne, to znaczy, że regulator sam automatycznie nastawia suwak ekspansyjny w miarę większej lub mniejszej, a chwilowo zapotrzebowanej siły, a zatem powoduje mniejsze lub większe napełnienie cylindra, a tym samym mniejszą lub większą ekspansję pary w cylindrze.
Oczywiście jest wskutek tego konsumpcja pary – a w dalszej konsekwencji – działalność maszyny korzystna. Prócz tego jest regulowanie maszyny parowej zupełnie zbyteczne, czynność tą spełnia bowiem regulator automatycznie. pompa zasilająca (na rysunku nie widoczna) przytwierdzona do cylindra parowego. otrzymuje ruch od przedłużonego czopa krzyżulcowego.
Dla wszelkiego bezpieczeństwa został w rurach, tłoczących wodę do kotła parowego, umieszczony wentyl bezpieczeństwa, aby w razie przypadkowego zamknięcia dopływu wody do kotła parowego przed zastawieniem pompy zasilającej, uchronić rurę tłoczącą od pęknięcia.
Maszyna parowa jest zaopatrzona wszędzie smarownicami urządzonymi w ten sposób, iż funkcjonowanie ich jest widoczne. Kurki do odprowadzania wody skroplonej z cylindra umieszczone są na wspólnym drążku, przez co można je jednym pociągnięciem razem otworzyć lub zamknąć.
Para zwrotna z cylindra, odprowadzona jest rurą umieszczoną pod posadzką sali aparatowej, do zbiornika żelaznego o podwójnych ścianach umieszczonego w drożdżarni. Naczynie to służy zarazem jako zbiornik ciepłej wody i zbiornik na parę, która tu uchwycona może być użyta do destylacji. Aby nie dopuścić zbytniego nagromadzenia się pary i zwiększenia się jej prężności wspomnianym zbiorniku pary, co by niejako hamująco na bieg maszyny oddziaływało, został na nim umieszczony wentyl redukcyjny, który automatycznie odmykając się, ułatwia zbytecznej parze wolny odpływ na pole.
KOCIOŁ PAROWY
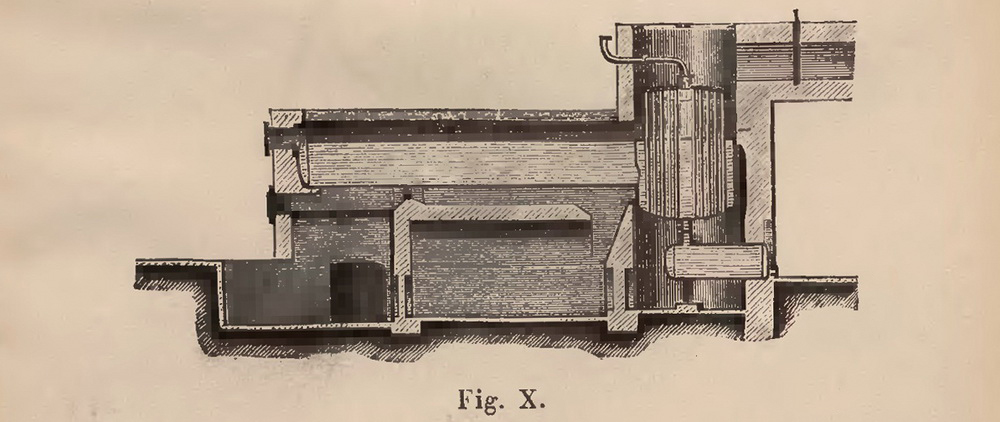
Do wytwarzania pary dla obsługi gorzelni służy kocioł parowy (Fig. X.) systemu „Dupis”, mający 50 m2 powierzchni ogrzewalnej o dozwolonej prężności pary 6 atmosfer. Sposób umieszczenia tego kotła uwidacznia rysunek wskazujący rzut poziomy gorzelni. Tak samo jak parnik Henzego jest i kocioł parowy nie nitowany, lecz skuwany (szwejsowany) i jest w większych rozmiarach wykonany niż obecnie gorzelnia w Dublanach potrzebuje; zrobione to zostało ze względu na ewentualne powiększenie fabryki lub wstawienie aparatów próbnych, których popęd nie powinien alterować regularnego biegu egzystujących aparatów.
System „Dupuis” został wybrany dlatego, że ma znaczną wyższość ponad innymi konstrukcjami.
Jak to z rysunku widać, kocioł ten stanowi kombinację kotła o dwóch cylindrach, poziomym i pionowym, z których drugi ma cały system rurek ogniowych, daje przeto możność korzystnego zużytkowania materiału opałowego, a tym samym oszczędność na paliwie. Okoliczność, że część górna rurek ogniowych przeprowadzona jest już linią pary, powoduje, że kocioł „Dupuis” produkuje parę suchą – rzecz nader pożądana. Że kocioł parowy systemu „Dupuis” jest uznany ogólnie za najlepszy, przyznał to w czasie kolaudacji gorzelni, najlepszy znawca kotłów parowych J. M. Rektor politechniki we Lwowie Dr Franke.
MŁYNEK TARCZOWY
Pozostaje nam jeszcze opisać młynek tarczowy do zielonego słodu (Fig. XI.), który jest cały żelazny i składa się z dwóch tarcz o nierównej średnicy.
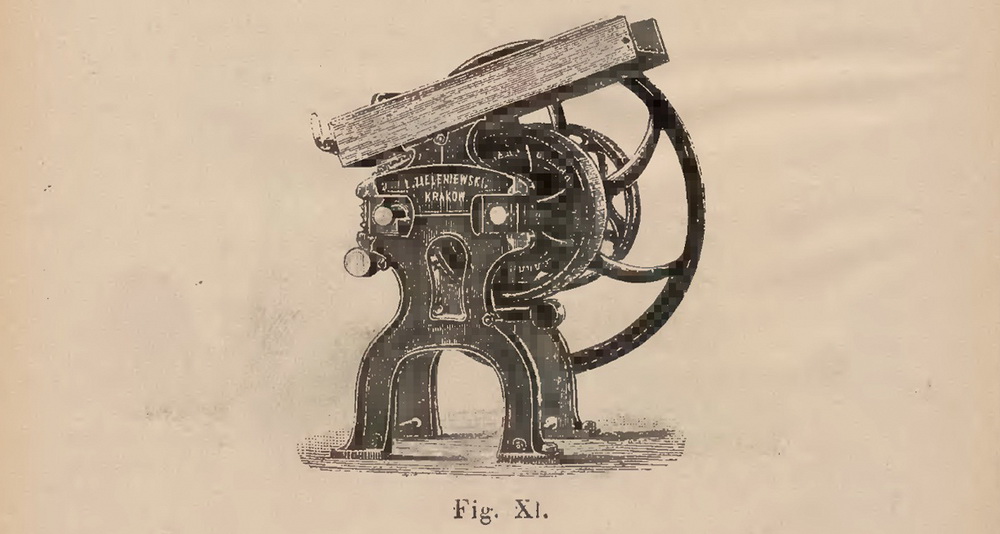
Te dwie tarcze, obracając się z równą chyżością kątową, nie tylko gniotą słód, ale w skutek różnych swych średnic, a tym samym różnych chyżości obwodowych, rozcierają go zarazem.
Wobec okoliczności, że podczas budowy gorzelni okazała się wątpliwość otrzymania dostatecznej i odpowiedniej wody przy samej gorzelni, została woda sprowadzona ze stawów o 350 metrów od gorzelni oddalonych, o 18 metrów niżej położonych. W tym celu została przy stawach postawiona pompa podwójnie działająca ssąco-tłocząca popędzana osobnym motorem i ta tłoczy wodę do zbiornika umieszczonego na strych gorzelni.
Gorzelnia w Dublanach oddana została przez Wysoki Wydział Krajowy Dyrektorowi kursu gorzelniczego W-mu Dr. Wawnikiewiczowi i odtąd słuchacze kursu gorzelniczego rozszerzonego na 6 miesięcy, będą mieć sposobność, obok wykładów teoretycznych uczyć się praktycznie.
(2427)







Leave a Reply